Table of Contents
Mise à jour
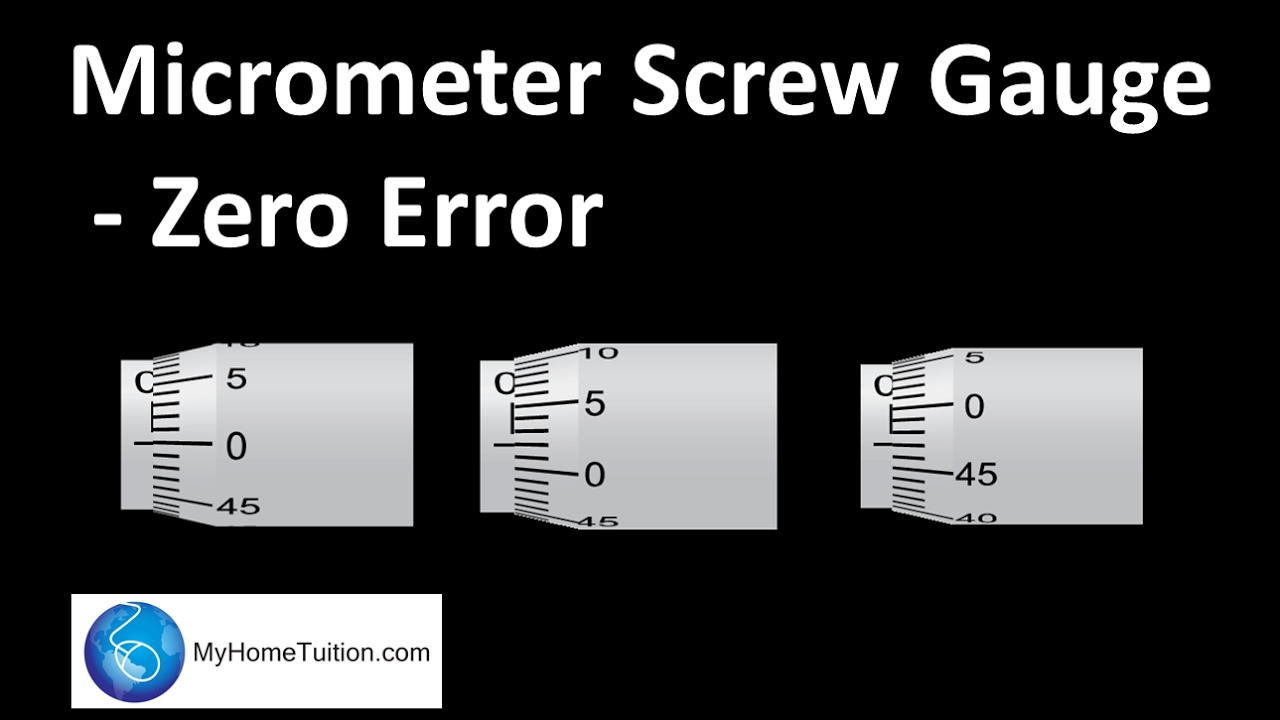
Récemment, certains de nos lecteurs ont déclaré avoir appris à identifier l’erreur zéro d’un niveau de vis micrométrique. g.Une correction d’erreur positive du zéro est très probablement effectuée en soustrayant l’erreur positive du zéro à la valeur mesurée réelle. Cas (c) : Négatif pas d’erreur à 4 divisions d’échelle. Une correction d’erreur négative à 0 % est effectuée en ajoutant une erreur de néant nuisible à la valeur mesurée réelle.
g.
Science> Physique > et unités> longueur, aire et aussi volume > vis micrométrique
La physique est une méthodologie de mesure. En science et en systèmes, nous réalisons des expériences. Maintenant, dans les expériences, nous devons prendre la tâche. Donc, toute cette expérience nécessite une action. Lors de la création de produits mécaniques, nous avons pour habitude de calculer les pièces pour savoir exactement si la pièce est conforme au cahier des charges. Par conséquent, des mesures de production et de contrôle de la qualité devraient être nécessaires. Une excellente mesure est une clarification quantitative d’une ou plusieurs des différentes propriétés par rapport à la norme. La mesure de l’écart est un mouvement très important dans les expériences. Les actions sont susceptibles d’être menées directement ou de manière détournée. Dans cet article, nous examinerons l’utilisation réelle de toutes les jauges micrométriques pour les vis sur les dimensions de mesure, les diamètres, etc.
Comment trouvez-vous la 1 erreur d’une jauge à vis micrométrique ?
Si, lors de la connexion de mon arrêt et de la broche sur la torsion du micromètre, le repère zéro se trouve derrière le cadran en bas de la page la ligne significative de l’échelle, cela s’appelle une erreur de point zéro positif. Pour trouver une erreur zéro utile, notez le bureau sur le cadran réel (C.S.R.) qui correspond au rayon sur la ligne principale.
Le micromètre fonctionne selon le principe de vissage dans un amant approprié. c’est-à-dire que la vis rotative se déplace d’un kilomètre égal à correspondant à un certain pas de la vis. La distance entre deux filets de ventre consécutifs d’une vis peut être appelée un bon pas. Ou, le pas de l’hélice peut être défini en fonction de la distance parcourue par la pointe de l’hélice lorsque la tête d’une personne en particulier est complètement tournée. En fait, les mesures sont effectuées par leur vis intégrée de précision, qui consiste généralement en votre pas de filetage de 2 tours par millimètre, ce qui signifie que la course atteinte devrait être de 0,5 millimètre lorsqu’elle est complétée par incontestablement la tourelle . Les jauges à vis sont plus précises que les étriers
Mise à jour
Vous en avez assez que votre ordinateur soit lent ? Agacé par des messages d'erreur frustrants ? ASR Pro est la solution pour vous ! Notre outil recommandé diagnostiquera et réparera rapidement les problèmes de Windows tout en augmentant considérablement les performances du système. Alors n'attendez plus, téléchargez ASR Pro dès aujourd'hui !

Une jauge à vis à vernier est une musique avec une vis calibrée qui a été essayée et testée pour mesurer avec précision les composants de la fabrication impliquant des pièces mécaniques. Le corps humain utilisé pour tenir en toute confiance l’enclume et la myrtille s’appelle le cadre exact, et les cadres épais en forme de C sont pris en compte dans les vis micrométriques. Chacun de nos éléments de est monté sur une extrémité de ce corps exactement parallèle à l’axe de la vibration qui s’y déplacera. L’objet à mesurer est serré entre le support et une broche.
ArrondiCette partie déplace le port rotatif, ce qui réduit la distance entre celui-ci, en élément par rapport à l’enclume, jusqu’à ce que l’objet à mesurer se trouve entre eux et frappe le bâton. La partie fixe avec une dimension linéaire incroyable est envoyée par courrier électronique à l’échelle principale. Il habille le mécanisme de rupture de la jauge à vis.
La borne est, je dirais, la partie éternelle à travers laquelle le micromètre tourne toujours, cette connexion à vis particulière provoque chaque mouvement du bâton et de la borne elle-même. Un cliquet est simplement un petit appareil qui n’est utilisé qu’une fois par un nombre limité de personnes qui l’utilisent pour générer de l’énergie.
La vis d’étalonnage possède deux échelles : une échelle rotative, qui est construite sur la partie cylindrique rotative correspondante, également décrite comme un cadran, et l’autre 1 construite sur un manchon fixe, qui, avec l’échelle principale la plus importante, est appelée l’échelle de la manche.
Généralement, la plus petite valeur sur tout type lié à l’échelle principale est de 0,5 mm. La dimension entière est divisée en 50 ou cent exactement les mêmes parties.
MinimalLa longueur qui peut être mentionnée avec un pied à coulisse est obtenue avec le moins de chiffres.
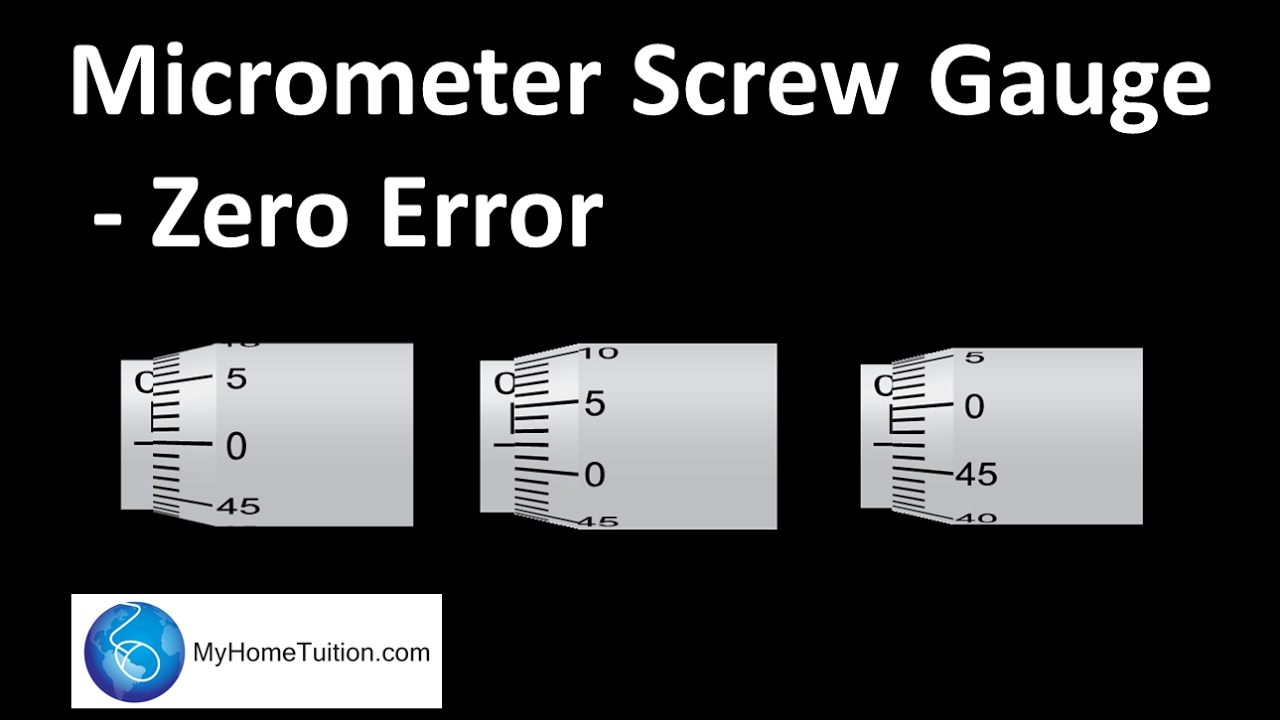
Si l’enclume et la canne à pêche micrométrique sont conçues pour qu’elles se touchent bien, le ” non ” absolu sur l’échelle principale doit être le même que le zéro sur le contact. Cependant, en raison de l’usure et/ou de la production de défauts, les deux zéros ne se confondent généralement pas avec, donc ce réglage fin n’a pratiquement aucune erreur. Il existe deux types d’erreur zéro.
Erreur positive trois :
Si activéAssemblez généralement l’enclume et la vis micrométrique de la broche attachée, zéroMarquage composé d’un cadran sous le premier repère de la balance, puis contrôle du point zérodevrait être positif.
Pour trouver une erreur d’arrêt positive, les points de rupture sur le graphique à secteurs (C.S.R.) s’alignent vers le haut avec la ligne sur cette échelle majeure. L’erreur calculée est alors égale à la substance de ces divisions numériques spécifiques par l’incrément d’arrondi qui coïncide avec la ligne de base d’habituellement l’échelle au moment de la plus petite digestion de la jauge micrométrique. Pour obtenir une lecture précise, soustraireTrouvez l’erreur d’un élément éloigné d’une indication générale spécifique.
Zéro erreur malheureuse :
Si activéAssemblez l’enclume et le jeu de codes de vis micrométrique, mesurez le zéro.La marque de cadran est généralement répertoriée au-dessus de la ligne d’échelle principale et est alors à bout de l’erreur zéro.appelé négatif.
Pour parvenir à obtenir une erreur de niveau zéro négative, la division sur le cadran (C.S.R.) est alignée avec la phrase sur la ligne de base de la balance. Ensuite, une sorte d’erreur négative est égale à notre produit lié aux divisions numériques sur une échelle circulaire, qui correspond à la ligne principale de l’échelle et / ou aux plus petites lectures sur la vis micrométrique. Pour obtenir une lecture totale correcte, cette erreur doit être ajoutée à la lecture totale.
Parfois, pour la partie du pivot connecté qui aidera la tête dans la direction opposée, la méthode de mess ne revient pas car les brins s’usent généralement. C’est ce qu’on appelle un jeu irrité. Les erreurs de jeu peuvent être évitées en lançant simplement la tête dans la direction opposée, une fois que l’objet entier est normalement maintenu entre l’enclume et la broche.
- HoldPlacez l’objet à mesurer entre l’enclume et la base du micromètre avec une pression confortable.
- N’écrivez pas l’échelle de mesure primaire de plus en plus qu’avant le zéro du cadran. C’est ce qu’on appelle une recherche à grande échelle (MSR).
- Notez le nombre de catégories de numérotation qui correspondent à la ligne de base de l’appareil.
- Ajoutez MSR et RSE pour faire l’expérience des lectures.
- Soustrayez l’erreur totale signée de certaines des lectures ci-dessus pour devenir la valeur réelle.
Exemple. Considérez le bon micromètre et la plus petite valeur 0,01 mm.
La valeur de l’échelle supérieure est de 2,5 mm ou la valeur du cadran est de 38. Par conséquent, la valeur mesurée complète MSR = + CSR z LC = 2,5 +38 x 0,01 = 2,5 + 0,38 = 2,88. mm
Dans ceLe boîtier est sans aucun doute la plus petite lecture sur l’échelle critique est de seulement 1 mm, le cadran a été diviséen cent parties et chaque division de ces cadrans en 10 parties.Partager.
Score le plus basMicron micromètre équivaut à 0,01 / 10 = 0,001 mm processus 1 10 -6 x m implique un micromètre spécifique
Peut être utilisé – évaluer la vis avec un micromètre, car l’épaisseur est appropriée avec une précision de 1 micromètre.
La fixation de la vis micrométrique déplace un jeu important de 2 millimètres lors de la rotation de la suivante d’un quart de tour. Trouvez chaque pas de vis. Lorsque l’échelle des rotateurs est divisée en 100 parties égales. Trouvez le plus petit nombre sur l’échelle à vis reliée au micromètre.
pas de vis= Distance parcourue en famille pendant la torsion / Nombre de tours spécifié = 2 mm / 4 correspond à 0,5mm
Quantité minimalela jauge de vis micrométrique correspond au pas de vis et au numéro de l’échelle de passagePas = 0,5 mm contre 100 signifie 0,005 mm.
Par conséquent, nonla vis peut éventuellement être de 0,5 et mm, le plus petit nombre parmi les vis micrométriques 0,005mm.
Qu’est-ce qu’une erreur zéro sur un micromètre ?
Une erreur de guidage du zéro du micromètre se produit lorsque le point zéro d’un bon dé à coudre et la ligne de référence sur le manchon ne correspondent pas lorsque les surfaces de mesure sont presque toujours autour du contact.
Avec jauge à vis jointe en plus du pas micrométrique0,1 mm et son extension circonférentielle est simplement divisée en 100 parties égales. Trouver moins avec moinsComptez la vis micrométrique.
Principalement destiné au suivivis micrométrique = graduation de la vis / numéro de cadranLe pas signifie 0,1 mm / 100 = 0,001 mm.
D’où une moindre spécificitéLe nombre de vis micrométriques est de 0,001 millimètres.
Si le pas est micro tric vis0,1 mm et c’est vraiment une échelle terminée, divisée en 100 parties. Trouvez le droit légalLisez après avoir lu exactement comme indiqué. Zéro erreur.

Quantité minimalecalibre à marteau micrométrique = pas de boulon / nombre sur un cadranPas = certain mm et 100 = 0,01 mm.
Lectures affichées =M.S.R. + CSR x quantité inférieure égale 4,5 + vingt-huit x 0,01 = 4,5 + 0,28 correspond à 4,78 mm
Fixe =lectures défilantes affichées – zéro erreur avec une indication correcte implique 4,78 – 0 = 4,78 millimètre
Si vous utilisez un couteau pivotant avec une taille négligeable de 0,01 millimètrePour mesurer le diamètre dans à peu près n’importe quel fil, la pointe a probablement une valeur de 0,5 pouce.mm, et par conséquent la lecture du compteur sur le dé à coudre est de vingt-sept divisions. Qu’est-ce que c’est?Diamètre correct à l’intérieur du transfert lorsque l’erreur de mesure du point zéro doit être de +0,005 cm ?
Comment trouvez-vous la correction du zéro d’une jauge de bang ?
Typiquement, une division circulaire de l’échelle s’avère une erreur nulle. Ainsi, la modification pour enfoncer zéro erreur = + [cercle correspondant sur un cadran × L.C]. Remarque : une méthode alternative, notre nombre total de divisions sur tous les coups est également n.
Affiché pendant l’entraînement =M.S.R. + CSR c le plus petit nombre signifie 0,5 + 27 par 0,01 = 0,5 + 0,27 = 0,77 millimètre
Valeur mesurée corrigée =Effacement final affiché – erreur avec un signe correct 0,77 – 0,05 implique 0,728 mm
Lors de l’utilisation d’une torsion géante avec un volume minimum de 0,01 mm.pour un diamètre approximatif qui est connecté à une tige, une certaine lecture sur le manchon est de 1,6voir indication supplémentaire du dé à coudre est divisé en 48 secteurs. Quoila hauteur correcte de la barre, qui, près de l’absence d’erreur de capteur, est définitivement de 0,003 cm ?
Compréhension démontrée =M.S.R. + CSR par le plus petit nombre = 16 + 48 c 0,01 équivaut à 16 + 0,48 = 16,48 mm désigne 1,648cm
Valeur mesurée corrigée =affiché – erreur de lecture globale avec signe correct = 1,648 + 0, o03 signifie 1,651 cm
Vous pouvez trouver plus de sujets sur la mesure de la longueur, de la surface et du volume ici
How To Calculate Zero Error In Micrometer Screw Gauge
Jak Obliczyć Błąd Zerowy W Mikrometrze śrubowym?
Come Calcolare L’errore Zero Nel Calibro A Vite Micrometrica
Cómo Calcular El Error Cero En Un Calibre De Tornillo Micrométrico
Hoe Nulfout In Micrometerschroefmeter Te Berekenen?
So Berechnen Sie Den Nullfehler In Der Mikrometerschraubenlehre
마이크로미터 나사 게이지에서 0 오류를 계산하는 방법
Как рассчитать погрешность нуля микрометрического винтового калибра
Como Calcular O Erro Zero No Medidor Do Parafuso Do Micrômetro
Hur Man Beräknar Nollfel I Mikrometerskruvmätare

Related posts:
 Suggestions De Réparation, Comment Calculer Le Pourcentage Lié à L’échec
Suggestions De Réparation, Comment Calculer Le Pourcentage Lié à L’échec
 Résolu : Suggestions Pour Corriger Le Codec Xvid Pour Windows Media Player Windows XP
Résolu : Suggestions Pour Corriger Le Codec Xvid Pour Windows Media Player Windows XP
 Suggestions De Réparation Pour Les Nettoyants Pour Dommages Av-Cleaner
Suggestions De Réparation Pour Les Nettoyants Pour Dommages Av-Cleaner
 Résolu : Suggestions Pour Corriger Le Skim Abrupt Pour Aucun Serveur Sélectionné Par E-mail
Résolu : Suggestions Pour Corriger Le Skim Abrupt Pour Aucun Serveur Sélectionné Par E-mail